













某大型化工企业因业务扩展,需升级仓储系统以应对腐蚀性化学品、高周转原料及成品存储需求。原有货架存在空间利用率低、人工操作风险高、无法满足防爆合规要求等问题。企业需实现高密度存储、自动化管理、安全合规三重目标。
解决方案:穿梭式货架系统
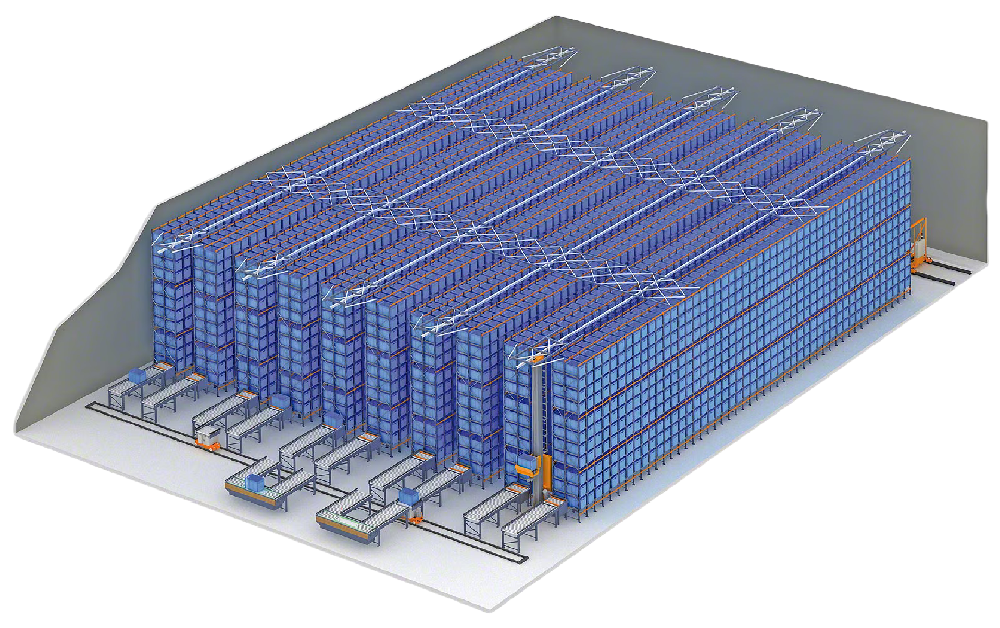
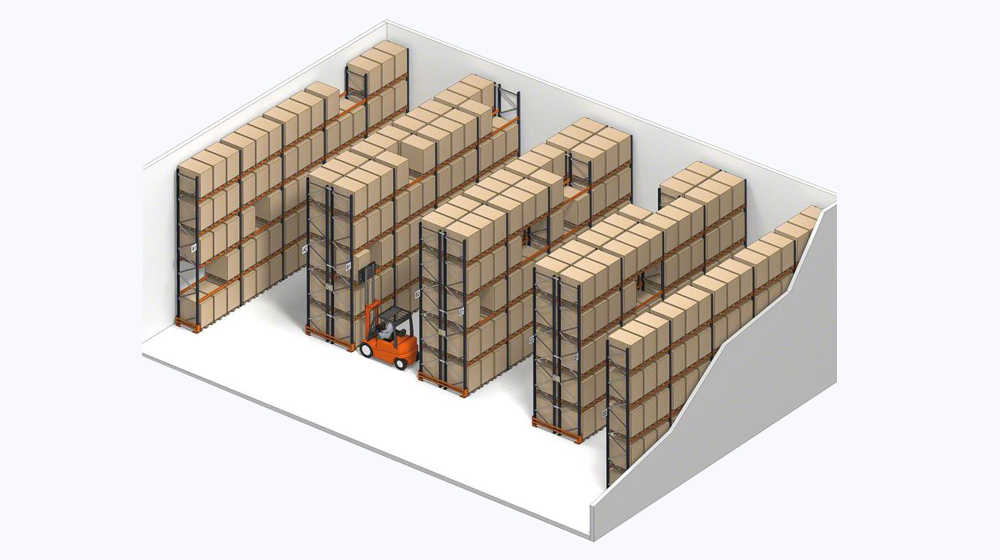
系统架构四向穿梭车+密集式货架:部署多层货架(高度>10米),搭配防爆型四向穿梭车,实现“货到人”拣选模式。
自动化集成:与ERP、WMS系统对接,支持批次管理、先进先出(FIFO)及库存动态监控。
技术亮点
高密度存储:存储密度提升60%,单仓存储量达5万托盘。
效率优化:出入库效率提高40%,峰值处理能力达800托盘/小时。
智能调度:AI算法动态规划穿梭车路径,避免拥堵,能耗降低25%。
该案例为化工仓储提供了高安全性、高自动化、高兼容性的解决方案,尤其适用于存储危险化学品、精细化学品及高值原料的场景,平衡了效率、安全与合规需求。

 上一篇
上一篇